






پارامترهای فن آوری فلنج گردن جوش فولاد ضد زنگ سازنده فلنج چیست؟ کارکنان سازنده فلنج به شما معرفی شدند.
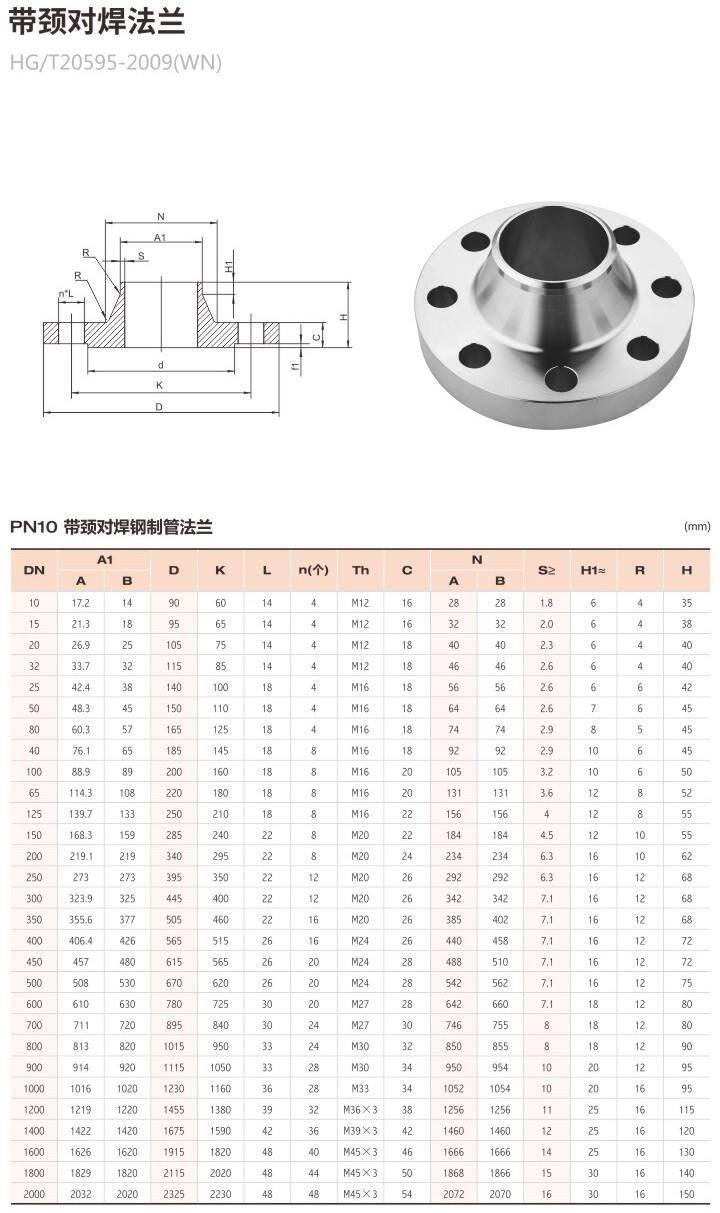
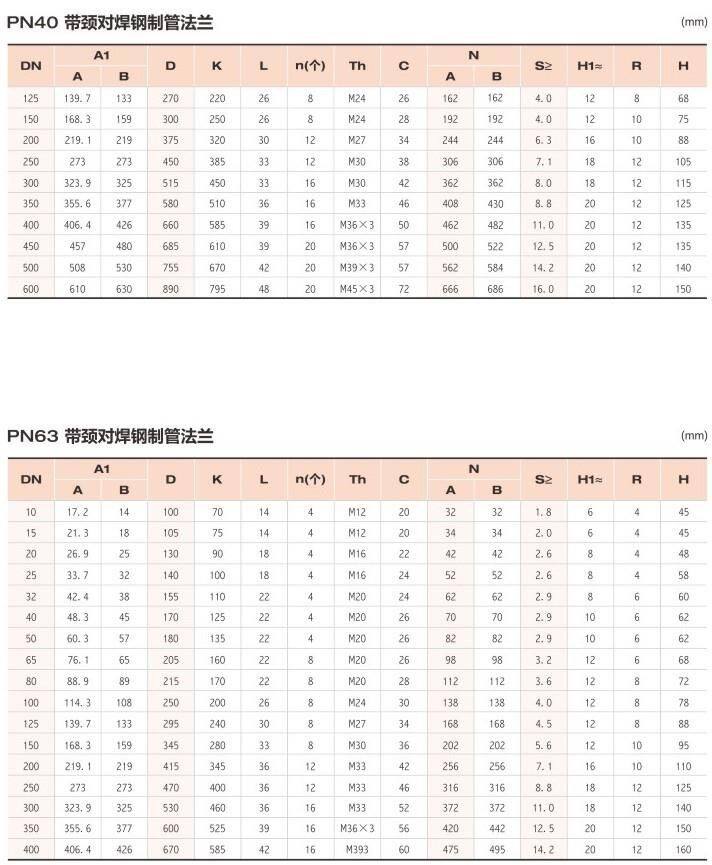
پارامترهای فنی سازنده فلنج گردن جوش فولاد ضد زنگ
1. فلنج گردن جوش فولاد ضد زنگ به طور کلی از جعل یا جعل و نورد ساخته شده است. هنگام انتخاب صفحات فولادی یا فولادهای مقطعی ، رعایت شرایط زیر ضروری است:
1. جوشهای نفوذی کامل باید برای جوش لب به لب حلقه انتخاب شوند.
2. گردن جوشکاری فولاد ضد زنگ باید تحت عملیات حرارتی پس از جوشکاری و آزمایش رادیوگرافی یا سونوگرافی 100٪ قرار گیرد. آزمایش رادیوگرافی مطابق با الزامات JB4730 کلاس II است و آزمایش اولتراسونیک مطابق با الزامات JB4730 کلاس I است.
3. فلنج گردن جوش فولاد ضد زنگ باید با اولتراسونیک بررسی شود و هیچ نقص لایه لایه شدن وجود نداشته باشد.
4- باید به صورت نوارهایی در امتداد جهت نورد فولاد برش داده شود ، سپس خم شود و قنداق به صورت حلقه ای دایره ای جوش داده شود و سطح خارجی فولاد باید به صورت استوانه ای حلقه درآید. ورق فولادی نباید مستقیماً به صورت فلنج گردن جوش داده شده از جنس استنلس استیل ساخته شود.
پارامترهای فنی سازنده فلنج گردن جوش فولاد ضد زنگ
دوم ، شیب بیرونی گردن فلنج از جنس استنلس استیل سازنده فلنج نباید بیشتر از 7 درجه باشد و پارامترهای فنی فلنج گردن جوش فولاد ضد زنگ باید در حین تولید و جوشکاری دقیقاً کنترل شود تا اطمینان حاصل شود که می تواند بازی کاملی به بازی خود بدهد نقش و ارزش در تولید و کاربرد.
1. فرجنجس های فولاد ضد زنگ کربن و آستنیتی با فشار اسمی PN 0.25MP-1.0MPa مجاز به استفاده از جعل های درجه 1 هستند.
2 ، علاوه بر قوانین زیر ، جعل های فورج با فشار اسمی 1.6MPa-6.3MPa باید شرایط مورد نیاز برای جعل های کلاس II یا بالاتر را داشته باشند.
3- کسانی که یکی از شرایط زیر را داشته باشند باید شرایط Ⅲ و جعل را داشته باشند:
(1) فورج فولاد فریتیک با فشار اسمی PN> ؛ 1.6MPa و دمای کار -20 ° C.
(2) جعل فلنج با فشار اسمی PN≥10.0MPa.
(3) جعل فولاد کروم مولیبدن با فشار اسمی PN> ؛ 4.0MPa.





